15888732537
English|收藏本站(zhàn)| 網站地圖

生產流程
閥(fá)門生產流程介紹:以下為閥門生產流程簡介,具體詳細的流(liú)程以及工藝請(qǐng)參考我公司技術(shù)新聞指導
一.閥體鑄造
簡圖如下:

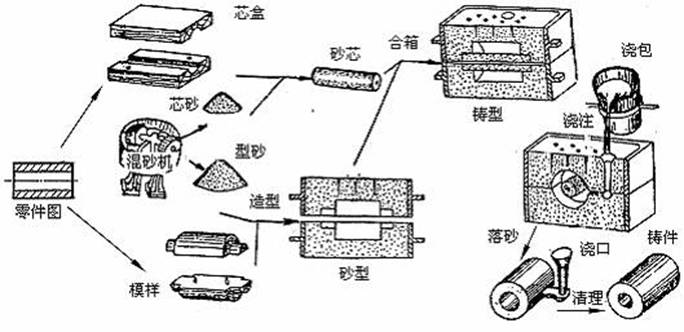
1.打蠟車間-模(mó)型(xíng)-燙蠟-冷卻
2.製殼車間-細砂-粗砂-製殼
3.退蠟
4.焙燒
5.澆鑄
6.落沙又稱通沙
7.打磨拋丸

二.鑄件處理:
1.打磨
2.噴砂(shā)
3.鑄鋼、鉻鉬(mù)鋼(gāng)、低溫鋼(退(tuì)火處(chù)理);
不鏽鋼類(lèi)(酸洗、固溶(róng)處理)。
三.閥體加(jiā)工

1.閥體中頭加(jiā)工,以及澆口處理
2.鑽孔,反刀
3.密封麵粗車
4.密封麵堆焊(針對硬密封閥門(mén)進行堆焊工藝堆焊材質有耐磨,耐腐蝕,硬度(dù)要求等材料(liào)如下:Steel、2Cr13、D507Mo、304、316等等)
5.閥體以及通(tōng)徑大(dà)打磨
6.閥體密封(fēng)麵精加工
7.閘板閥瓣密封麵粗(cū)車
8.閘板以及閥瓣進行堆焊
9.閥瓣以及閘板精加工
四.閥蓋支架加工

1.球閥法(fǎ)蘭以及通徑加工(閥蓋密(mì)封兩向,閥蓋澆口);止回閥閥蓋外圓密封墊處加工
2.閘閥,截止閥類支架中頭
3.支架上密封螺紋加工
4.支(zhī)架填料以及並帽(mào)螺紋加工
5.支架千斤鑽孔
6.支架閥杆螺母加油嘴攻絲
五.配件加工

1.鍛壓圓(yuán)鋼,退火(閘閥截止閥)
2.加(jiā)工上密封,飛螺紋(wén)以及洗對邊(閘(zhá)閥截止閥)
3.磨(mó)光杆去毛刺(cì)(閘閥截止閥)
4.平閥(fá)杆底部讓閘板受力(lì)均勻
5.球閥類加上四氟墊以及O型圈(軟密封類)
6.除靜電裝置(zhì)以及其他要求根據客戶要求定製
7.我公司不鏽鋼球閥閥杆,球跟閥體同材質,螺栓為304螺柱標記B8,304螺帽為A2-70
8.閘閥,截止閥閥杆4"開始鍛壓,所(suǒ)有閥(fá)杆都測試上密(mì)封
9.閥杆螺母為六角銅材質螺母
10.我公司150LB方形金屬墊全部為定(dìng)製模型線切割帶內環,內無焊點特製金屬墊(優點比其他金屬墊耐用,無論怎麽裝,怎麽拆不會壞)
六.裝配試壓

1.閘閥150LB 6"以下配裝T型並帽,6"開始配軸承,8"開始裝(zhuāng)雙軸承,裝置軸承並帽,打頂針,300LB閘閥4"開始同上;
2.所有手輪為(wéi)噴塑烤漆,g端大氣;
3.所有閘閥,截止閥殼體測試為密封壓力1.5倍,密封測(cè)試為閥門密封要求壓力1.1倍;
4.閥門每台都有測試上密封
七.成品(pǐn)驗收

1.閥門外(wài)圓(yuán),凸台,眼距測量減壓
2.外觀檢查
3.閥門密封水(shuǐ)線封蓋(gài)保護檢(jiǎn)查
4.各部(bù)位配件(jiàn)檢查
八.裝箱裝櫃發貨

1.裝箱整齊擺放
2.隔板分層保護
3.按時交貨